




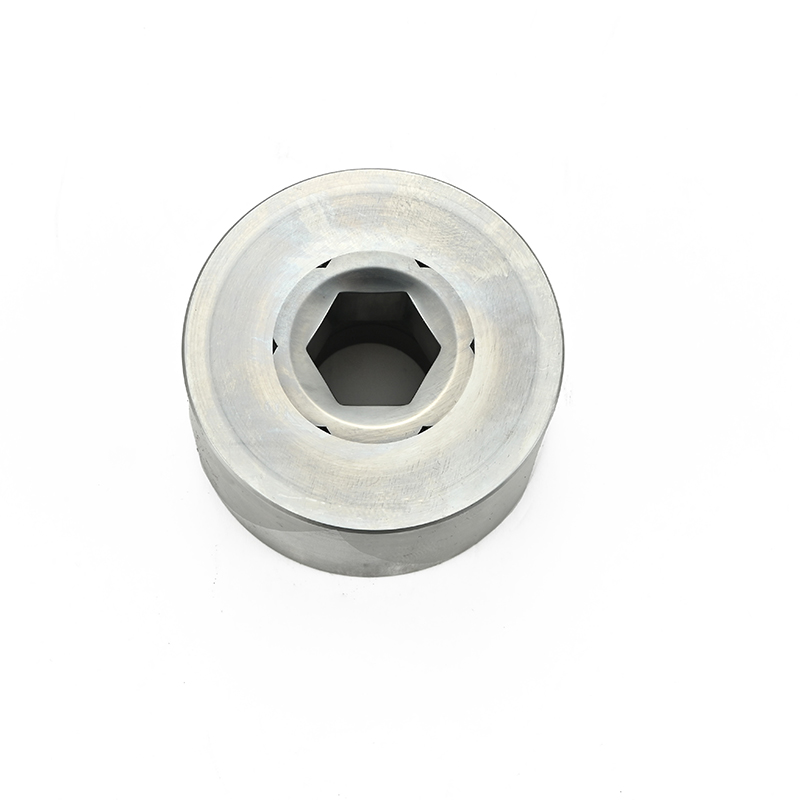


Hexové vestavné jádro matrice
| Položka | Parametr |
| Místo původu | Guangdong, Čína |
| Jméno značky | Nisun |
| Materiál | VA80,VA90,KG6,KG5,ST7,ST6,KARBID |
| Technika | CAD, CAM, WEDM, CNC, vakuové tepelné zpracování, 2,5-rozměrné testování (projektor), tester tvrdosti atd.(HRC/HV) |
| Čas doručení | 7-15 dní |
| OEM a ODM | 1KS Přijatelné |
| Velikost | Přizpůsobená velikost |
| Balení | PP + malá krabice a karton |
Karbidová matrice:
1. Přímá díra razidla
2.Vytlačovací nástroje
3. Segmentované šestihranné matrice
4. Řezačka&nůž
5. Přizpůsobené matrice
Segmentové zápustky mohou být dodávány buď jako vložky, nebo jako kompletní sestavy zápustek z karbidu wolframu nebo speciální oceli.Výhody výměnných segmentových břitů pro prodloužení životnosti nástroje byly široce uznávány.Všechny nástroje jsou před odesláním zákazníkům certifikovány.
Jako efektivní a rychle rostoucí společnost se Nisun aktivně zavázala poskytovat exkluzivní šestihranné segmentové formy.Poskytované produkty jsou celosvětově široce uznávané pro naši nejlepší kvalitu a snadnou instalaci.Tyto formy jsou vyráběny inovativními profesionály a pokročilou technologií a používají se k výrobě různých typů spojovacích prostředků v různých průmyslových odvětvích.Kromě toho můžeme také poskytnout produkty různých velikostí podle potřeb zákazníka.
1. Vyberte materiál a velikost wolframové oceli, aby šrouby nebo matice správně tvarovaly.
2. Podle rozdílu v obtížnosti tvarování, velikosti, délce šroubů a matic by měla být konstrukce matrice navržena přiměřeně, vícestanice a forma na matice by měla být přidělena na přiměřeném základě deformačních a tvarovacích časů.
3. Forma má jemné řemeslné zpracování, přesnou velikost, průměr otvoru, aby odpovídala požadavkům na zrcadlovou úpravu.
4. Rozpětí distribuce interferenčního napětí, vyberte vhodnou velikost kužele slitiny.
5. Ocelové pouzdro musí být tuhé a dobře zahřáté a rozsah tvrdosti po vakuovém tepelném zpracování by měl být mezi 45℃-48℃.
6. Vývrt matrice a povrch drátu udržujte čisté a hladké, drát tažený za studena musí být po žíhání koulí pevně přibit.
7. K broušení cyklu a konce wolframu používáme diamantový kotouč.





